五軸加工中心常用的幾種對刀方法
數控加工操作中的對刀好壞不僅直接影響到加工零件的精度,還會影響數控機床的操作。當工件坐標系確定之后,還要確定刀位點在工件坐標系中的位置。也就是確定工件坐標系與機床坐標系之間的關系,要讓刀具在數控程序的控制下使加工對象相對于定位基準有正確的尺寸關系。由于數控機床所用的刀具各種各樣,刀具寸也極不統一。在編制加工中心數控程序時,一般不考慮刀具規格及安裝位置,加工前由操作者通過對刀將測出的刀具在主軸上的伸出長度及其直徑等補償參數輸入數控系統,進行刀具補償,通常把這一過程稱為對刀。對刀的過程牽涉到一系列的步驟,如對刀基本原理、對刀方法的選擇和對刀參數的設置等等。
對刀原理
對于數控車床來說,在加工前首先要選擇對刀點,對刀點是指用數控機床加工工件時,刀具相對于工件運動的起點。對刀點既可以設在工件上(如工件上的設計基準或定位基準),也可以設在夾具或機床上,若設在夾具或機床上的某一點,則該點必須與工件的定位基準保持一定精度的尺寸關系。
對刀時,應使指刀位點與對刀點重合,所謂刀位點是指刀具的定位基準點,對于車刀來說,其刀位點是刀尖。對刀的目的是確定對刀點(或工件原點)在機床坐標系中的絕對坐標值,測量刀具的刀位偏差值。對刀點找正的準確度直接影響加工精度。
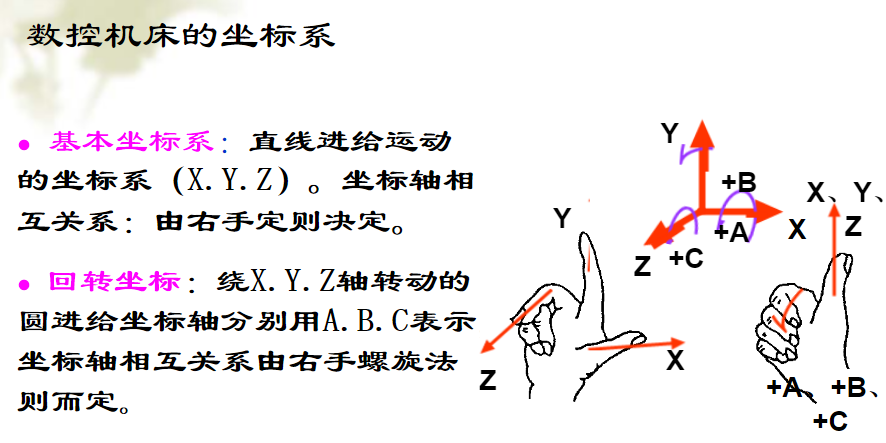
機床與工件坐標系關系分析
機床坐標系又稱機械坐標系,是由機床生產廠家設定,用以確定工件、刀具等在機床中的位置。開機后,一般通過回零、回參考點操作使機床自動找到機床坐標系的原點,它是其他所有坐標系的參照系。
如何實現工件坐標系和機床坐標系轉化,對于操作者而言就至關重要。通過對數控銑床和加工中心對刀方法的探討,把工件坐標系下的各基點坐標轉換到機床坐標系下進而建立兩坐標系間的關系。在數控銑床或加工中心中通常使用存放六個不同的工件零點;對刀時,把對刀值可以輸入到任意一個預置的坐標系下,加工時可通過輸入相應的坐標系,即可調用寄存器中存放的偏置量。
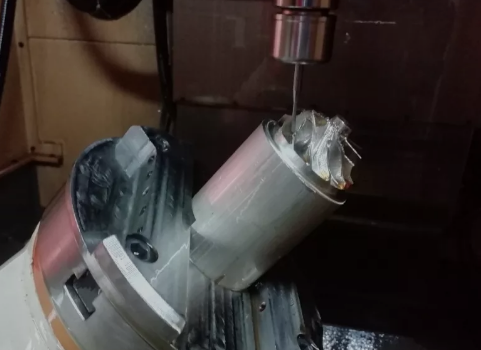
那么我們使用五軸加工中心時常見的對刀方法有哪些呢?我們一起來看看吧!
1、 Z軸對刀
刀具旋轉,控制工作臺和主軸快速移動,讓刀具移動到靠近工件上表面有一定安全距離的位置后,降低移動速度使刀具底面和工件上表面接觸,此時,調出坐標系,把光標定位到Z輸入0,點擊測量下方對應的軟鍵即可實現對Z軸的對刀。
此種對刀方法中,X軸和Y軸的對刀,刀具只需和毛坯的一面接觸即可,但對刀時需要知道毛坯和刀具的尺寸,故適合規則毛坯的對刀。
2、試切法對刀
這種方法簡單方便,但會在工件表面留下切削痕跡,且對刀精度較低。以對刀點(此處與工件坐標系原點重合)在工件表面中心位置為例采用雙邊對刀方式。
適用的環境:毛坯的數量只有一件且需要去除毛坯上的多余厚度或長寬
優點:快捷
3、塞尺、標準芯棒、塊規對刀法
此法與試切對刀法相似,只是對刀時主軸不轉動,在刀具和工件之間加人塞尺(或標準芯棒、塊規),以塞尺恰好不能自由抽動為準,注意計算坐標時這樣應將塞尺的厚度減去。因為主軸不需要轉動切削,這種方法不會在工件表面留下痕跡,但對刀精度也不夠高。
4、采用尋邊器、偏心棒和軸設定器等工具對刀法
操作步驟與采用試切對刀法相似,只是將刀具換成尋邊器或偏心棒。這是最常用的方法。效率高,能保證對刀精度。使用尋邊器時必須小心,讓其鋼球部位與工件輕微接觸,同時被加工工件必須是良導體,定位基準面有較好的表面粗糙度。z軸設定器一般用于轉移(間接)對刀法。適用的環境:需求精度不超過0.02MM時候的分中。
優點:通用性高
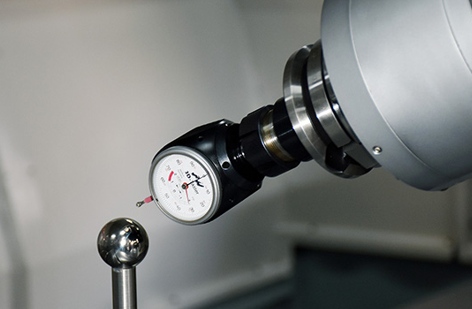
5、百分表(或千分表)對刀法
百分表(或千分表)對刀法(一般用于圓形工件的對刀)適用的環境:精度要求高或者尋邊器不能滿足要求時候的分中(例如說要對直徑小于4MM圓的分中等)
優點:精準(1)x,y向對刀。
6、專用對刀器對刀法
傳統對刀方法有安全性差(如塞尺對刀,硬碰硬刀尖易撞壞)占用機時多(如試切需反復切量幾次),人為帶來的隨機性誤差大等缺點,已經適應不了數控加工的節奏,更不利于發揮數控機床的功能。用專用對刀器對刀有對刀精度高、效率高、安全性好等優點,把繁瑣的靠經驗保證的對刀工作簡單化了,保證了數控深孔鉆機床的高效高精度特點的發揮,已成為數控加工機上解決刀具對刀不可或缺的一種專用工具。
最后總結
通過對刀及刀具補償,使編程中的數值按工件坐標系及零件標注尺寸來確定,其目的就是通過數控系統內的刀具軌跡自動偏移補償計算功能,來簡化數控加工程序的編制,使得編程時不必考慮各把刀具的尺寸與其安裝位置,最終加工出合格的零件。