




今天小編帶大家實(shí)際演示一次對(duì)刀的方法。讓大家能更直觀地理解坐標(biāo)系和對(duì)刀之間的聯(lián)系。
在學(xué)習(xí)對(duì)刀前我們先熟悉一個(gè)指令M06 T(刀號(hào)),是一個(gè)自動(dòng)換刀指令。數(shù)控加工中心有一刀庫(kù),我們?nèi)绻枰陌训毒陀眠@個(gè)指令把它調(diào)出來(lái)。當(dāng)然還有另一種情況就是手動(dòng)換刀,這個(gè)比較容易,你可以參看各廠家的說(shuō)明書,了解下松刀和緊刀按鈕就可以了。
實(shí)例:將一個(gè)大小為200X200X30工件裝夾刀立式加工中心的工作臺(tái)上,對(duì)刀要求以工件的O點(diǎn)作為原點(diǎn),建立工件坐標(biāo)系,設(shè)置相關(guān)參數(shù)。
方法:首先在主軸上通過(guò)M06 T(刀號(hào))指令或者手動(dòng)換刀的方式裝上直徑為10的尋邊器。
這是一個(gè)偏心式尋邊器,通過(guò)靠近工件邊緣尋找同軸旋轉(zhuǎn)點(diǎn)的方法來(lái)確定主軸中心。當(dāng)然要注意的是當(dāng)尋邊器同軸后的點(diǎn)離我們所需的位置差一個(gè)半徑的距離5毫米,計(jì)算時(shí)要留意。
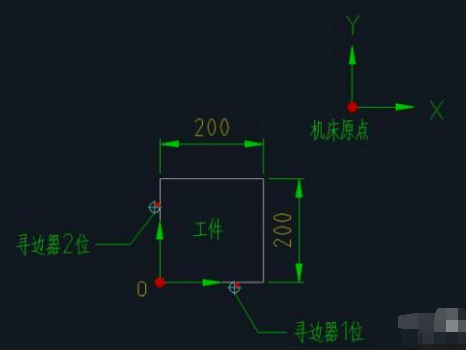
上圖顯示了工件在機(jī)床上的位置,我們先把尋邊器靠在圖片所示的尋邊器1位上,記錄下當(dāng)下的Y軸的機(jī)械坐標(biāo)位置a,在G54坐標(biāo)系中輸入的數(shù)值為a+5。然后將尋邊器靠在圖片所示的2位置,記錄下當(dāng)下的X軸的機(jī)械坐標(biāo)位置b,在G54坐標(biāo)系中輸入的數(shù)值為b+5。所需位置點(diǎn)離測(cè)量點(diǎn)沿著軸的正方向時(shí)加,相反則減。

具體界面操作,將機(jī)床調(diào)到手輪模式,移動(dòng)滑臺(tái)到所需位置后,按下刀偏設(shè)置按鈕(offset setting),找到坐標(biāo)系,界面中有顯示G54坐標(biāo)系的XYZ,我們按之前的方法一一輸入XY的機(jī)械坐標(biāo)位置。輸入鍵按鈕為input。由此XY面的坐標(biāo)系已經(jīng)完成,對(duì)Z軸因?yàn)榈毒唛L(zhǎng)短的關(guān)系,我們每次加工如果要用到2把以上的刀,就不能直接在Z軸輸入。我們需要在刀偏中設(shè)置。
更多對(duì)刀方法可以閱讀:五軸加工中心常用的幾種對(duì)刀方法,希望對(duì)本文對(duì)您有所幫助!
本文源自網(wǎng)絡(luò),侵刪!

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號(hào)
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk