




如何提高鉆孔精度,孔加工精度等級(jí)對(duì)照表,鏜孔和鉸孔的區(qū)別,精度較高的孔加工過(guò)程,孔加工方案,孔的精度等級(jí)表,鉆孔的加工精度等級(jí)一般是多少?
由于零件上孔的類(lèi)型多種多樣,使得孔的加工方法較有多種,如鉆、削、車(chē)削、鏜削、拉削、磨削等方法。
深孔加工的難點(diǎn)
孔加工刀具的尺寸,受所加工孔的限制,一般呈細(xì)長(zhǎng)狀,剛性較差;加工孔時(shí),刀具處在工件材料的包圍之中,散熱條件差,切屑不易排除,切削液難以進(jìn)入切削區(qū);而且加工的情形不易直接觀察得到。因此,如果加工相同的精度和表面粗糙度,孔加工要比外圓面困難,成本也高。
如何選擇孔的加工方案
孔加工方法的選擇和機(jī)床的選用比外圓面的要復(fù)雜得多。擬定孔的加工方案時(shí),除考慮孔加工的技術(shù)要求外,還應(yīng)考慮孔徑的大小和孔的深淺、工件的材料、形狀、尺寸、重量和批量以及車(chē)間的具體生產(chǎn)條件(如現(xiàn)有加工設(shè)備等)。
若在實(shí)體材料上加工孔(多屬中小尺寸的孔),必須先采用鉆孔。若是對(duì)已經(jīng)鑄出或鍛出的孔(多為中、大型孔)進(jìn)行加工,則可直接采用擴(kuò)孔或鏜孔。
至于孔的精加工,鉸孔和拉孔適于加工未淬硬的中、小直徑的孔;中等直徑以上的孔,可以采用精鏜或精磨;淬硬的孔只能用磨削進(jìn)行精加工。
在孔的光整加工方法中,珩磨多用于直徑稍大的孔,研磨則對(duì)大孔和小孔都適用。
下面表中列出了孔加工方案及適用范圍,可以作為擬定加工方案的依據(jù)和參考。
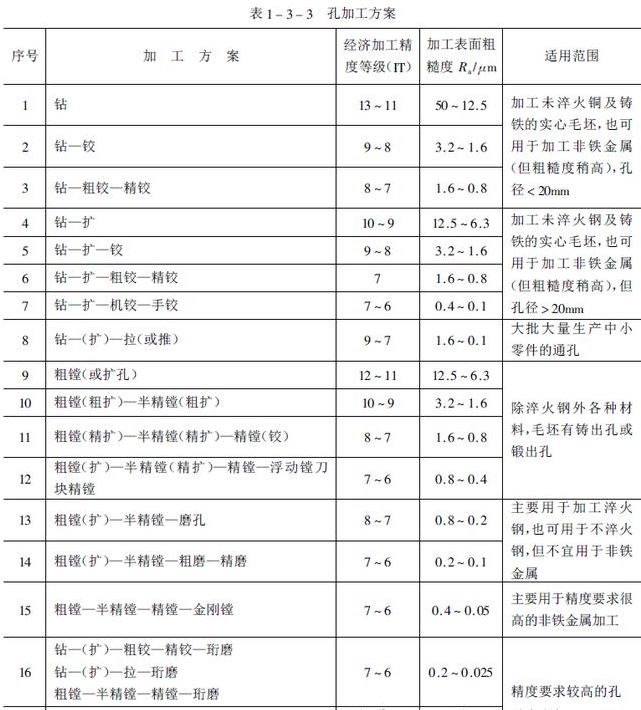
孔類(lèi)的幾種加工方案、精度等級(jí)及適應(yīng)范圍
表中所列是指在一般條件下各種加工方法達(dá)到的經(jīng)濟(jì)精度和表面粗糙度。當(dāng)加工條件改變時(shí),所得到的精度和表面粗糙度也將改變。
根據(jù)孔的加工精度確定加工方案方法如下:
(1)精度低于IT10以下的孔 用一般的鉆孔方法即可達(dá)到(孔徑<20mm)。
(2)精度達(dá)到IT9的孔 如果孔徑小于20mm,可采用鉆模鉆孔,或者鉆孔后擴(kuò)孔;孔徑大于30mm的孔,一般采用鉆孔后鏜孔。
(3)精度達(dá)到IT8的孔 當(dāng)孔徑小于20,mm時(shí),應(yīng)采用鉆孔后鉸孔;若孔徑大于20mm,可根據(jù)具體條件,選擇不同的加工方案,如鉆—擴(kuò)—鉸、鉆—粗鏜—半精鏜或鉆—(擴(kuò))—拉(或推)等。
(4)精度達(dá)到IT7的孔 當(dāng)孔徑小于20mm時(shí),一般采用鉆孔后進(jìn)行兩次鉸孔的方案;孔徑大于20mm時(shí),可選擇不同的加工方案,如鉆—擴(kuò)—粗鉸—精鉸、鉆—擴(kuò)—機(jī)鉸—手鉸或鉆—粗鏜(擴(kuò))—半精鏜—粗磨—精磨等。
加工精度達(dá)到IT6的孔,與加工IT7精度孔的順序大體相同,但其最后工,序要根據(jù)具體情況,分別采用精細(xì)鏜、手鉸、精拉、精磨、研磨或珩磨等方法進(jìn)行精細(xì)加工。
鑄(或鍛)件上已鑄出(或鍛出)的孔,可直接進(jìn)行擴(kuò)孔或鏜孔,直徑在100mm以上的孔,采用鏜孔比較方便。至于半精加工、精加工和光整加工,可參照上述方案進(jìn)行。
以上就是孔加工精度等級(jí)對(duì)照表,,鉆孔的加工精度等級(jí)你都了解了吧!東莞環(huán)球機(jī)械專(zhuān)業(yè)生產(chǎn)深孔鉆設(shè)備,五軸龍門(mén)加工中心,歡迎您的咨詢!

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號(hào)
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk