提高鉆孔精度方法有哪些,鉆孔方法和步驟介紹,鉆孔的注意事項有哪些?本文就來介紹一下孔加工的步驟和提高鉆孔精度的方法。
一、鉆孔的基本概念
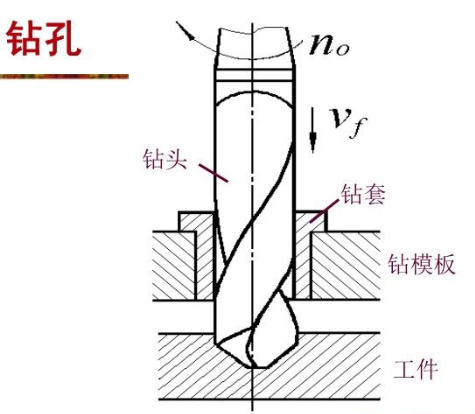
一般情況下,鉆孔是指用鉆頭在產品表明上加工孔的一種加工方式。一般而言,鉆床上對產品進行鉆孔加工時,鉆頭應同步完結兩個運動:
①主運動,即鉆頭繞軸線的旋轉運動(切削運動);
②次要運動,即鉆頭沿著軸線方向對著工件的直線運動(進給運動)。
在鉆孔時,因為鉆頭結構上存在缺點,會對產品加工過的地方留下痕跡,影響工件加工質量,且加工精度一般在IT10級以下,表面粗糙度為Ra12.5μm左右,屬于粗加工類。
二、鉆孔的操作流程
1. 劃線
鉆孔前,首要了解圖樣要求,按照鉆孔的基本標準要求,運用工具劃出孔位置的中心線,中心線一定要清楚準確,且越細越好,劃完線后要用游標卡尺或鋼板尺進行測量。
2. 劃查驗方格或查驗圓
劃完線并查驗合格后,應劃出以孔中心線為對稱中心的查驗方格或查驗圓,作為試鉆孔時的檢查線,以便鉆孔時檢查和糾正鉆孔方位。
3. 打樣沖眼
劃出相應的查驗方格或查驗圓后應細心打樣沖眼。先打一小點,在十字中心線的不同方向多次測量,看沖眼是否的確是打在十字中心線的交叉點上,然后將樣沖用力打正、打圓、打大,以便準確下刀定心。
4. 裝夾
用抹布擦潔凈機床臺面、夾具表面、工件基準面,然后將工件夾緊,按要求裝夾平整、牢靠,且方便隨時查詢和測量。需要留心工件的裝夾方法,以防工件因裝夾而變形。
5. 試鉆
正式鉆孔前必須先試鉆:鉆頭橫刃對準孔中心樣沖眼鉆出一淺坑,然后目測該淺坑方位是否正確,還需要不斷糾偏,讓淺坑與查驗圓同軸。如果違反較小,可在起鉆的一同用力將工件向違反的反方向推移,抵達逐步校對。
6. 鉆孔
機加鉆孔一般以手動進給操作為主,當試鉆孔方位精度要求后,即可進行鉆孔。手動進給時,進給力氣不應使鉆頭發生彎曲現象,避免孔軸線歪斜。
三、鉆孔精度更高的方法
1. 刃磨好鉆頭是一切的開始
鉆孔前應選擇好相應的鉆頭進行刃磨。刃磨的鉆頭除了保正頂角、后角、橫刃斜角準確,兩主切削刃長度持平且與鉆頭中心線對稱、兩主后刀面光滑外,為便于定心和減小孔壁的粗糙,還應對橫刃和主切削刃做恰當修磨(最好先在砂輪機上粗磨,再在油石上精修)。
2. 準確劃線是基礎
用高度尺準確劃線,首要應保正標準準確,劃線時使劃針角與工件劃線平面之間構成40~60度的夾角(沿劃線方向),使劃出的線條清楚均勻。
要留心劃線基準面的選擇,基準面要加工準確,要保證自身的平面度及與相鄰面的垂直度。孔位十字線劃出后,為保證鉆孔時便于找正,運用中心沖在十字線上沖出中心點(要求沖點要小,方位要準)。
3. 正確裝夾是要害
通常情況下,關于直徑小于6mm以下的孔,若精度不高,可用手鉗夾緊工件進行鉆孔;關于6~10mm的孔,若工件規則平允,可用平口鉗夾持,但應使工件表面與鉆床主軸垂直。鉆直徑較大的孔時,必須將平口鉗用螺栓壓板固定;對較大工件且鉆孔直徑10mm以上時,運用壓板夾緊的方法進行鉆孔。
4. 準確找正是關鍵
工件裝夾結束,不要急于落鉆,應首要進行找正。
找正有靜態找正和動態找正。所謂靜態找正,就是指在鉆床發起之前進行找正,使鉆床主軸中心線與工件十字線交點對正,此種方法關于初學者安全便利,較為易于把握,但是由于未考慮例如鉆床主軸的搖擺等不確定要素,鉆孔精度較低。動態找正是在鉆床發起后進行找正,在找正的一同,把一些不確定要素均考慮在內,精度相對較高。
5.細心檢測不能少
細心檢測能夠準確、及時的發現孔的精度,以便采用必要措施進行補償。
對鉆削精度較高的孔,我們一般采用鉆孔、擴孔、鉸孔的加工工藝。在第一步鉆小孔后用卡尺檢測底孔的中心到基準面的過失偏移量,經實測換算出底孔與抱負中心的方位,若過失量不大于0.10mm,可在擴孔時,恰當加大鉆頭頂角、削弱自動定心作用,向借正方向恰當推動工件,逐步加大鉆尖直徑的方法進行補償。若過失量大于0.10mm時可用什錦圓銼刀對底孔兩側壁進行修整,修整部分應與底孔圓弧滑潤過渡相接。
提高鉆孔精度方法有哪些,鉆孔方法和步驟就介紹到這里了,東莞環球工業機械專業生產深孔鉆設備,五軸龍門加工中心,歡迎您的咨詢!
本文來源于網絡資料整理