目前槍鉆已經成為深孔加工的主流刀具,因為槍鉆可獲得精密的加工效果,加工出來的孔位直線度、尺寸精度、同軸度和表面光潔度較高,可解決各種形式的深孔、交叉孔、盲孔及平底盲孔的加工問題,被廣泛應用于汽車工業、航天工業、醫療器材工業、刀具/模具行業、建筑工業、油壓、空壓工業等領域。本文主要介紹槍鉆在深孔加工中的夾持方式、找正方法和技術要領,分析刀具失效模式及對應的解決策略,希望對您有所幫助!
深孔加工中使用較為普遍的為直槽槍鉆。根據槍鉆直徑,結合其傳動部分、柄部和刀頭的內冷卻孔情況,分為整體式和焊接式兩種類型。槍鉆冷卻液從后刀面上的小孔處噴出,該小孔通常為一兩個圓形孔或一個單獨腰形孔,加工工件孔徑范圍從φ1.5mm-φ76.2mm,鉆削深度與長徑比可達100:1。雖然槍鉆每轉進給量低,但與傳統麻花鉆相比,其每分鐘進給量較大,加工效率和質量較高。
1 槍鉆常見的回轉模式和裝夾方式
槍鉆常見回轉模式主要有:由機床主軸帶動刀具旋轉、刀具與工件逆向旋轉和刀具固定而工件旋轉(見圖1),槍鉆在車床上的深孔加工技術采用槍鉆固定、工件旋轉的模式(見圖2)。
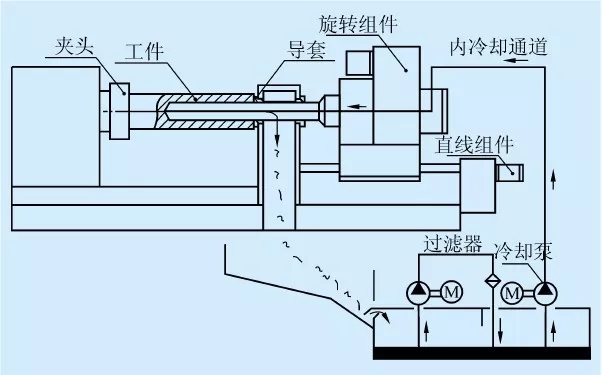
圖1 常規槍鉆系統
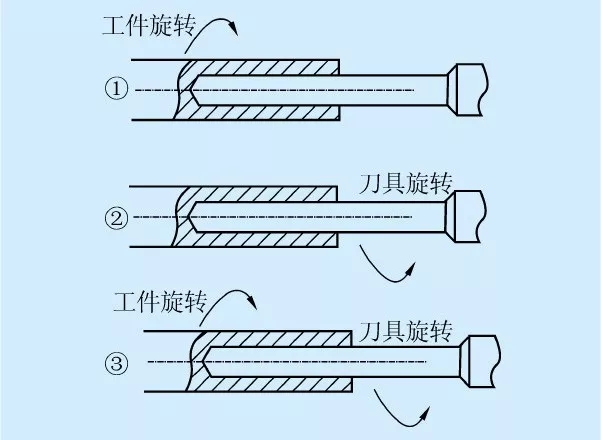
圖2 槍鉆回轉模式
槍鉆安裝在自制的帶有冷卻快換接口的簡易T型刀座組件上,該刀座組件主要由T型基座、鎖緊螺母、錐柄套筒和冷卻液快換接頭四部分組成。T型基座內孔裝1:15錐柄套筒,通過側壁螺紋徑向壓緊在槍鉆刀柄V型缺口部位,伸出耳片裝在機床方刀架刀位處。
2 槍鉆在車床中的深孔加工技術
(1)槍鉆在機床上的找正方法
根據工件外圓、內孔同軸度的不同要求,一般采用兩種找正方法:
①使用對刀儀測量刀具相關數據,試切調整刀具位置;
②在加工中心百分表找正:在簡易T型基座孔中裝入一基準軸。將百分表座吸附于車床卡盤上,調整百分表指針位于基準軸表面,用手緩慢撥動卡盤觀察指針變化情況,并通過墊片手工調整Y軸方向位移值,X方向找校準棒兩側偏差值Di,中托板手柄調整值為│(Di-D)│/2,D為校準棒直徑。對同軸度無要求的工件孔,可直接在機床主軸插入一校準棒(與T型基座孔基準尺寸一致的校準棒),通過校準棒與T型基座孔的匹配關系找正調整。對于同軸度要求較高的工件,建議采用第二種找正方法。
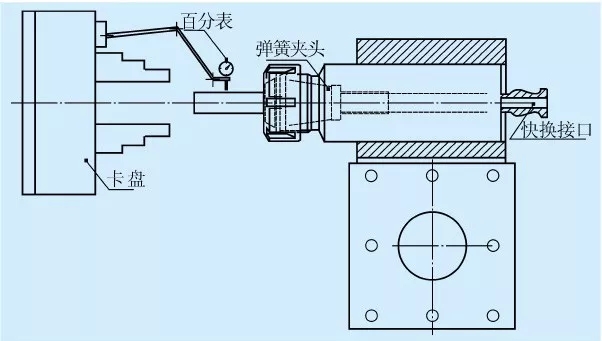
圖3 百分表Y方向找正
(2)槍鉆在深孔加工時的技術要領
為將槍鉆引進到車削加工中,考慮到槍鉆切削刃旋向特點,采用槍鉆不動、車床主軸逆時針旋轉的加工方法(與刀具旋轉方向相反,如使用加工中心時,主軸順時針旋轉)。槍鉆在車床中適宜加工孔徑為φ5mm-φ25mm、深徑比(D/d)20:1-50:1的工件,車床轉速大于800m/min,進給量0.04-0.10mm/r為宜,切削液為油基水溶性冷卻液。加工前一般采用頂角140°的鉆頭粗鉆、精鏜,制引導孔(也可制作專用導向套替代引導孔),引導孔孔徑控制在槍鉆直徑公差H7等級,孔深2-3倍孔徑值。槍鉆在進入引導孔時,需低速運轉(刃部硬質合金槍鉆刀具細長、柔性大,高速運轉進入引導孔時易發生刀體折斷或切削刃崩裂現象)。建議鉆削過程中配合油霧脈沖發生器一同使用,它可以提供一個高壓冷卻環境,在加工過程中刀尖一直處于切削液霧化狀態,并在工件內孔表面形成一層油膜,不但能減少刀具阻力和磨損,還能有效延長槍鉆壽命,在改善工件表面質量情況下,起到油霧微潤滑、排屑和冷卻的作用。
實際加工時,槍鉆夾持在錐柄套筒中,安裝于車床方刀架上,油霧脈沖發生器導管由床尾引入,高壓冷卻液由槍鉆中空鉆桿內部到達槍鉆頭部進行微潤滑冷卻,同時高壓冷卻液將鐵屑從工件內部沿鉆桿外部的V型槽排出,整個鉆削過程無需定期設置退刀排屑操作。如加工φ16mm孔深280mm的工件(見圖4),刀具選用硬質合金槍鉆,加工前在零件一端制深40mm的φ16+0.020mm導引孔,機床轉速850r/min,每轉進給量0.06mm,采用油霧脈沖發生器進行油霧微潤滑,成品工件內孔尺寸φ16.01mm-φ16.03mm,Ra0.8-1.6μm。
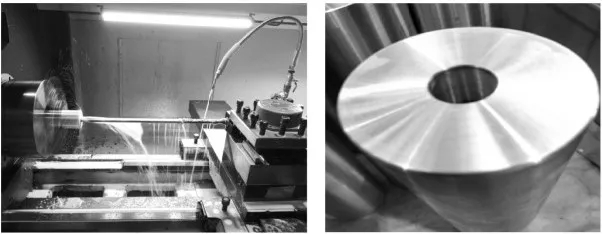
圖4 槍鉆深孔加工實況及加工后工件內孔表面
(3)槍鉆在車床上的失效模式
當槍鉆與工件回轉中心偏距過大時,鉆尖易發生沖擊,引起刀桿顫動,導致疲勞失效,嚴重情況造成刀尖碎裂;當引導孔與刀頭間隙過大時,槍鉆切削刃后角0°,側刃切削材料過多,切削力過大引起側刃破裂、刀具失效;當槍鉆切削部分冷卻不充分時,切屑大量堆積于刀具V型排屑槽中,刀具扭矩增大,易發生刀頭與刀桿分離破壞的情況。
為提高槍鉆使用壽命和消除人為失效現象,應做好以下幾點:
①提高刀具安裝的找正精度,保證槍鉆與工件具有良好的同軸度;
②控制引導孔(或導向套)同軸度、尺寸公差和表面粗糙度;
③確保槍鉆處于高壓冷卻環境,推薦在車床加工中配合使用油霧脈沖發生器;
④根據工件材料選用合適的機床轉速、進給量等切削參數。
小結
槍鉆在車床深孔加工技術中,采用槍鉆固定、工件旋轉的回轉模式。本文介紹了槍鉆在車床中的夾持方式、找正方法和技術要領,分析了刀具失效模式及對應的解決策略。在車床上,配合油霧脈沖發生器的槍鉆深孔加工技術,加工的工件具有良好的孔位直線度、同軸度、尺寸精度和表面光潔度。該技術可在加工中心、車床等非專用槍鉆設備推廣和應用,解決孔徑φ5-φ25mm的深孔加工問題。
東莞環球工業機械專業生產五軸深孔鉆,五軸龍門加工中心,歡迎您的咨詢!
本文來自網絡資料整理