鈦合金鉆削加工出口毛刺研究進展
隨著我國醫療器械、航空航天、航海勘測和石油化工等重要領域迅速發展,對其應用零件制造材料的耐用性和力學性能的要求不斷提高,因此,尋找合適的加工材料已迫在眉睫。鈦合金材料因其具有質量輕、強度高、耐腐蝕和抗斷裂性能好等優異性能,被認為是金屬材料應用領域中正在崛起的“第三金屬”、“智能金屬”,并且也是重要的戰略金屬材料,廣泛應用于機械加工領域,如航空發動機、機身部件等重要部位。
在鈦合金結構件的裝配和緊固等工藝條件下,需要提前進行鉆削和銑削等機械加工。其中,鉆削工序占重要比例。在鉆削加工鈦合金的過程中,由于軸向力大且溫度高,導致鉆孔出口產生不同形狀和高度的毛刺,嚴重影響裝配質量和服役性能。大量研究結果表明,毛刺的后處理工序嚴重增加了鈦合金的加工成本。因此,分析鈦合金鉆削加工出口毛刺的形成機理,探究鈦合金鉆削出口毛刺缺陷的控制方法,對于鈦合金在精密機械零件領域的應用有重要意義。
本文針對鈦合金鉆削加工中出口毛刺缺陷問題,從毛刺類型、形成機理和控制策略三個方面進行綜述,為鈦合金鉆削加工出口毛刺缺陷研究提供參考。
鈦合金鉆削出口毛刺類型
鈦合金鉆削加工時,刀具的切削刃與工件發生擠壓和剪切作用,使材料發生塑性變形、彎曲和撕裂。一部分材料隨著刀具的剪切作用沿運動方向被帶離工件表面,另一部分殘余材料留在工件出口表面形成出口毛刺。在鉆削加工時,受切削參數和刀具結構的影響,會產生形狀、大小不同的毛刺。因此,開展不同類型的毛刺歸類整理分析,可為不同類型的出口毛刺形成機理提供一定的研究基礎。
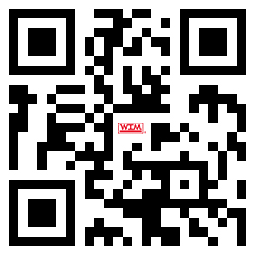
駱彬等分析了工件剛度對鉆削鈦合金出口毛刺的影響,研究表明:隨著工件剛度的增加出口毛刺厚度增加、高度減小,且出口毛刺類型從冠狀變為均勻狀。Kim D.等進行了變參數鉆削鈦合金試驗,通過出口圖像分析認為出口毛刺主要有三類:均勻毛刺、帶鉆帽撕裂的均勻毛刺和冠狀毛刺。Dornfeld D.A.等通過研究刀具的幾何形狀,在有無切削液條件下進行鉆削鈦合金對比試驗,將干式鉆削鈦合金出口毛刺分為均勻毛刺和回卷型毛刺,且兩類均帶有鉆帽;將有切削液的鉆削出口毛刺分為無任何附著物的標準均勻毛刺、帶鉆蓋的毛刺和環形毛刺。Kim D.等采用含鈷類高速鋼和硬質合金兩種不同材料的刀具進行鉆削鈦合金試驗,得出在低轉速條件下,低進給量的硬質合金鉆頭、高進給量的高速鋼鉆頭易產生均勻且細小的出口毛刺,反之則產生冠狀型出口毛刺。
Zhu Z.等針對鈦合金鉆孔性能從鉆孔點和孔出口邊緣的應力來確定斷裂位置,從而歸類出三種出口毛刺:均勻毛刺、帶鉆帽的均勻毛刺和冠狀毛刺。Feldshtein E.在鈦合金板上鉆孔時發現,出口毛刺的形狀有均勻毛刺、冠狀毛刺、鉆帽撕裂的均勻毛刺和花瓣形均勻毛刺。
通過上述分析可知,鈦合金鉆削出口毛刺主要分為三類:均勻毛刺、帶鉆帽的均勻毛刺和冠狀毛刺,其形貌見圖1。由于鈦合金材料硬度高、導熱性差,導致加工時產生的出口毛刺形狀復雜。目前,針對鈦合金出口毛刺類型的分類還未有統一的標準。
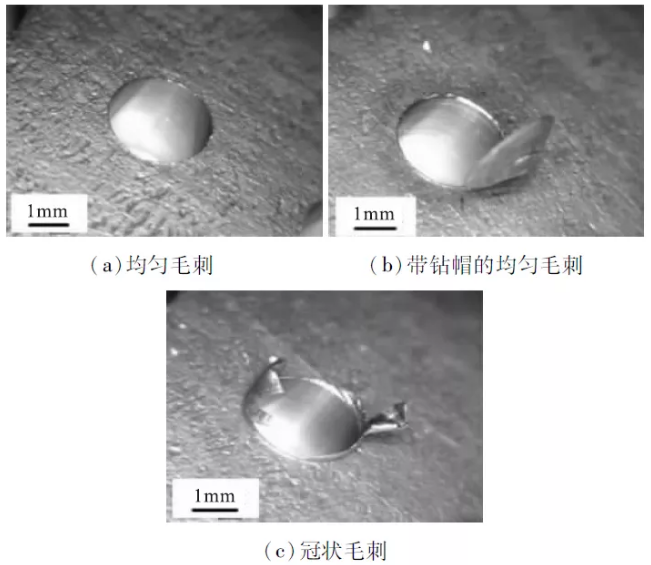
圖1 鈦合金鉆削出口毛刺分類
鈦合金鉆削出口毛刺形成機理
在鈦合金鉆削出口毛刺類型研究的基礎上,分析出口毛刺的形成機理是實現有效控制的必要條件。目前,針對鉆削鈦合金出口毛刺的研究,很多研究者主要通過有限元仿真觀察以及鉆削出口毛刺理論建模與鉆孔圖像分析相結合的方式來進行鈦合金鉆削出口毛刺形成機理的研究。
Franczyk E.等基于刀具的幾何角度和切削參數建立了鈦合金鉆削出口毛刺形成的仿真模型。結果發現:出口毛刺主要在垂直于切削刃上方、接近鉆頭外徑處產生。切削加工時,孔底材料發生塑性變形,因不能被及時切除而形成出口毛刺。Zhe L.等針對旋轉超聲輔助鉆削鈦合金材料的出口毛刺缺陷開展試驗研究,并建立了出口毛刺形成過程的理論模型。試驗結果表明,隨著鉆頭的切出,孔出口大部分材料被刀尖橫刃和切削刃切除,剩余的小部分材料最終形成出口毛刺。Lauderbaugh L.K.等采用模擬與試驗相結合的方法分析了出口毛刺的形成機理,認為毛刺的形成分為兩種情況:鉆頭頂部材料被完整推出形成均勻細小毛刺和鉆頭頂部材料提前撕裂形成不規則冠狀毛刺。
李哲等認為鈦合金出口毛刺形成過程分為以下6步:
①正常穩定鉆削出口的臨界狀態;
②孔出口處孔底殘余材料開始塑性變形且被頂出超過孔出口邊緣;
③出口頂出的殘余材料出現較大塑性變形;
④材料發生拉伸斷裂;
⑤隨著鉆頭向下使裂紋擴展;
⑥當鉆頭橫刃、主切削刃和副切削刃都完全超出孔出口邊緣時最終形成出口毛刺。
圖2為鉆削出口殘余材料變形及毛刺形成。綜上所述,出口毛刺的形狀主要取決于切削材料的撕裂位置和切削刃對殘余材料的切除效率。沿孔邊緣撕裂且切削效率高,則產生帶鉆帽的均勻毛刺;沿鉆頭中心撕裂且對殘余材料切除效率較低,則產生形狀不規則的冠狀毛刺。此外,在圍繞出口毛刺形成機理的有限元仿真研究中,建立的刀具模型具有一定的局限性,且建模過程忽略了刀具磨損和鉆削溫度對加工的影響,因此仿真模型缺乏準確性。
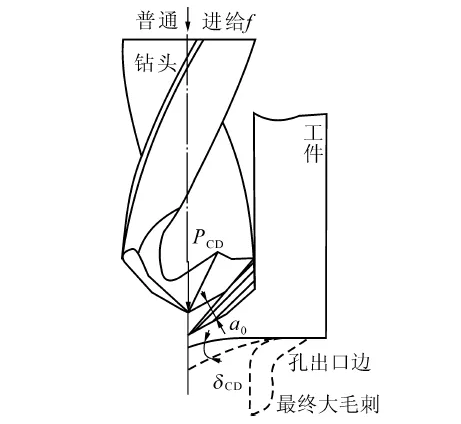
圖2 鉆削出口殘余材料切削變形及毛刺形成
4 鈦合金鉆削出口毛刺控制策略
通過上述有關鈦合金鉆削出口毛刺類型和形成機理的討論分析可知,切削參數、加工工藝和刀具結構是影響加工過程中的軸向力和材料塑性變形的主要因素,而軸向力和材料的塑性變形則對出口毛刺的形狀和高度具有一定影響。因此,開展鈦合金鉆削出口毛刺控制的研究,可以從優化加工參數、刀具結構以及改善加工工藝的角度進行考慮。
4.1 切削參數優化
在鈦合金鉆削加工中,選擇合理的切削參數可以有效控制軸向力、扭矩和切削溫度對加工過程的影響,有助于提升孔的質量,降低毛刺高度和減小刀具磨損。因此,通過優化切削參數,在鉆削過程中降低或消除出口毛刺的形成對實際生產加工成本的控制有重要意義。
通過正交試驗或單因素切削試驗的方法對鉆削鈦合金的切削參數進行優化。Prabukarthi A.等利用多目標加權法優化加工參數得出,在鉆削鈦合金時,降低出口毛刺的最優參數組合為主軸轉速1000 r/min,進給量0.13 mm/r。Abdelhafeez A.M.等通過正交試驗對鈦合金鉆削進行參數優化,并通過二階回歸模型進行驗證。結果表明,出口毛刺高度與切削參數呈高度非線性關系,并且在進給量為0.14mm/r,切削速度為30m/min時,出口毛刺高度最小。Bi S.等利用多目標參數優化算法對切削參數進行優化,分析了在進給速度和主軸轉速的相互作用下,切削區溫度和應變速率的變化和對材料強度和塑性的影響,并通過多目標優化得到最佳參數組合為主軸轉速2000r/min,進給量0.075mm/r。Feldshtein E.和Shetty P.K.等分別采用單因素試驗法和田口L9正交列陣法對鈦合金鉆削試驗進行參數優化,結果表明,使用高轉速和低進給量的參數組合有助于降低出口毛刺高度。Isbilir O.等和Parida A.K.等利用有限元仿真模擬技術,對鉆削加工鈦合金出口毛刺的加工參數進行優化,并通過試驗對優化后的鉆削參數進行驗證,仿真結果表明,參數優化后的出口毛刺高度下降50%~75%。
4.2 刀具結構優化
在鈦合金鉆削加工中,因過大的刀具頂角和過長的切削刃等刀具結構問題,易使加工時溫度驟升,并且在加工區域產生高溫,造成刀具粘結與嚴重的刀具磨損,從而導致在鈦合金鉆削加工時孔的出口毛刺高度增加。因此,針對刀具結構的優化,有助于減小毛刺尺寸和提升孔的精度和表面質量。
Li C.P.等采用不同材料和結構類型的鉆頭進行鈦合金鉆削試驗,結果表明,相比于麻花鉆,螺旋鉆因具有推力小、鉆頭長度短和頂角大等特點,鉆頭在離開工件時,切削刃能夠將出口周邊的材料有效切除,因此出口毛刺細小且均勻。Kim J.等在鉆削鈦合金材料時發現,鉆尖角的增大有助于減小出口毛刺的厚度和高度,而螺旋角的增大會導致出口毛刺尺寸的增加。李哲等采用了一種八面鉆新刃型刀具,八面鉆減小了橫刃寬度、主切削刃長度和主后刀面寬度,增加了第二后刀面,并且頂角從118°減至90°,從而減小了主后刀面長度,因此在鉆削鈦合金時比普通麻花鉆更易鉆入,有效降低了出口毛刺高度。Wei L.等研究了采用階梯鉆和雙錐鉆(見圖3)鉆削加工鈦合金材料的情況,仿真試驗對比結果表明,階梯鉆產生的推力較大,導致溫度過高,增加了材料的延展性,使其產生的出口毛刺大于雙錐鉆。
圖3 階梯鉆和雙錐面鉆
通過上述分析可知,優化刀具結構可有效抑制鈦合金鉆削出口毛刺的產生。此外,在鉆頭出口位置切削刃能否有效切除材料以及出口位置的溫度是影響出口毛刺大小和形狀的主要因素。因此,針對鈦合金材料硬度高和導熱性低的特性,設計新型刀具刃口形狀和開發適合加工鈦合金的刀具材料,仍是提升鈦合金實際應用價值的關鍵。
4.3 加工工藝優選
針對傳統加工工藝出口毛刺尺寸較大、去除困難等問題,國內外學者通過改變加工工藝的方法來減少或者消除毛刺,并主要開展了超聲振動、旋轉超聲輔助和低溫鉆削等鉆削鈦合金試驗研究。Zhang P.F.等通過對比傳統鉆削和超聲振動輔助鉆削試驗得出以下結論:由于超聲振動輔助鉆削能夠有效降低工件溫度,抑制材料延展性的增加,使鈦合金鉆削出口毛刺高度降低和厚度減少。趙甘霖等研究了鈦合金超聲振動鉆削工藝對于出口毛刺的影響,并通過有限元仿真分析和超聲振動鉆削試驗進行驗證(見圖4),結果表明,鈦合金超聲振動鉆削出口毛刺高度明顯低于傳統加工。Li Z.等通過旋轉超聲輔助鉆削鈦合金試驗研究發現,相比于傳統鉆削加工,旋轉超聲輔助鉆削鈦合金時,出口位置的推力和切削溫度降低,材料變形量減小,出口毛刺高度下降82.27%~89.18%。
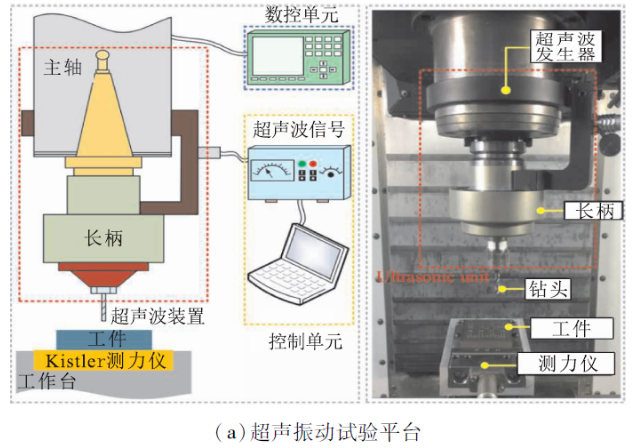
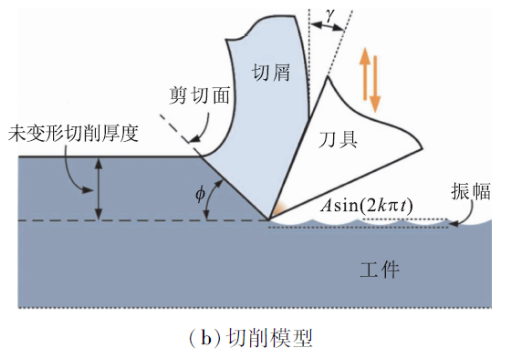
圖4 超聲振動試驗平臺和切削模型
鈦合金加工時表面易產生硬化現象,鈦元素活性大易形成積屑,從而使切削力變大;同時,鈦合金材料導熱系數小,導致切削溫度高,因此,降低切削溫度可有效抑制出口毛刺產生。低溫冷卻加工工藝可使刀尖加工部位溫度降低,工件材料局部冷萃,從而抑制鈦合金鉆削加工出口毛刺的產生。劉書暖等在觀察低溫鉆削CFRP/鈦合金疊層構件時發現,出口毛刺和燒蝕現象減少,表面質量有明顯的改善,其原因是隨著溫度的降低和材料脆性的提高,產生的塑性變形較少,因此鉆削時材料更容易被去除,不易形成毛刺。Kim D.M.等以液氮為冷卻劑對鈦合金進行鉆削加工,發現低溫條件下,出口毛刺高度比干燥和潮濕條件下加工下降了56.2%和28.2%。由此可見,低溫環境切削鈦合金材料時可有效降低切削溫度、減小切削力和扭矩,且隨著切削溫度和切削力的降低,使出口毛刺減少、刀具磨損得到抑制。
綜上所述,超聲振動輔助加工和旋轉超聲輔助加工可有效減小鉆削軸向力,緩解材料的塑性變形程度。此外,低溫鉆削加工工藝通過降低加工區域溫度、提升鈦合金材料的脆性以及減少材料的變形等作用機理來達到抑制出口毛刺的目的。
5 結語
鈦合金以強度高、化學活性高和抗斷裂性好等優良特性被廣泛應用于諸多尖端領域。本文結合國內外研究現狀,對該材料出口毛刺研究進行了如下總結與展望:
(1)現有關于鈦合金鉆削加工出口毛刺的分類還不夠全面,缺少統一的標準和系統性的劃分,有必要進行相關的機理探索和試驗研究,對出口毛刺按照形成機理、特征進行系統分類,為出口毛刺控制策略研究提供理論基礎;
(2)針對鈦合金鉆削加工使用的刀具目前以麻花鉆為主,但該類刀具在切削孔底材料時切除率較低,導致出口毛刺尺寸較大,因此,為抑制出口毛刺的形成,開發新型刀具的研究是一個重要方向;
(3)超聲振動、旋轉超聲輔助和低溫鉆削可有效降低鈦合金鉆削加工中出口毛刺的尺寸,但出口毛刺的產生因受綜合因素的影響而難以避免。因此,加強對相應加工工藝機理的研究,同時開發新的加工工藝仍是當前研究的關鍵。
本文章轉載自《工具技術》