




深孔尺寸精度常用的檢測方法有哪些,深孔尺寸如何檢測,細長深孔尺寸如何檢測,本文對以上問題做一下詳細介紹。
深孔加工檢測是深孔零件加工過程中的一個重要組成部分,是對深孔零件進行質(zhì)量控制和管理的重要手段、是貫徹質(zhì)量標準的技術(shù)保證。
深孔加工檢測主要是指深孔加工幾何參數(shù)的測量和工藝誤差的分析測量,其主要檢測內(nèi)容有:深孔尺寸誤差的測量;深孔表面形狀誤差(包括孔的直線誤差、圓度誤差、圓柱度誤差)的測量;深孔表面位置誤差(包括階梯孔的同軸度誤差、孔系軸線平行度及位置誤差、孔與端面的垂直度誤差)的測量;深孔表面質(zhì)量(包括表面粗糙度、表面硬度、表面顯微硬度、表面金相組織、表面殘余應(yīng)力等)的測量。
工藝誤差的分析測量是在調(diào)查、分析、估算深孔加工誤差產(chǎn)生原因的基礎(chǔ)上,進行某幾個主要問題的現(xiàn)場測試,從定性、定量方面判斷工藝誤差產(chǎn)生的最主要原因,從面采取相應(yīng)的工藝措施,消除或減小加工誤差,提高深孔加工精度。
隨著現(xiàn)代科學技術(shù)的發(fā)展,深孔加工的檢測技術(shù)也隨之得到發(fā)展,已由靜態(tài)檢測發(fā)展到直接動態(tài)檢測或間接動態(tài)檢測。采用電感、電子、激光等先進檢測技術(shù),并用計算機采集、處理、存儲、檢測數(shù)據(jù)。但由于深孔表面的空間限制,深孔加工的檢測技術(shù)仍有不少問題有待解決。
深孔孔徑尺寸精度檢測
在深孔加工中,孔徑尺寸精度是一項非常重要的檢測內(nèi)容,其檢測方法也各不相同,主要根據(jù)零件的尺寸精度、生產(chǎn)批量以及孔深等方面來考慮采用何種檢測方法。主要的方法有以下孔種:
1.透用量具測量
孔徑測量常用游標卡尺、內(nèi)徑千分尺、內(nèi)徑百分表(內(nèi)徑千分表)等通用量具。內(nèi)徑百分表(內(nèi)徑千分表)的測孔深度取決于杠桿的長度,屬于比較法(相對法)測量內(nèi)孔尺寸。這種方法簡單實用,但深孔的中間部分無法測量,而且測量精度有限.可靠性一般,受操作者的影響較大。
2.專用量規(guī)測量
在大批量生產(chǎn)中常用專用量規(guī)測量。例如,火炮炮管內(nèi)膛光腔孔徑尺寸,陰線、陽線直徑和膛線寬度,常用光滑量規(guī)、陰線量規(guī)和陰線寬度量規(guī)進行檢驗,如下圖所示。
隨著數(shù)字顯示技術(shù)的發(fā)展,一些通用電于量具,如電于卡尺、電子千分尺、電子指示表,電子塞規(guī)已在深檢測中得到運用。
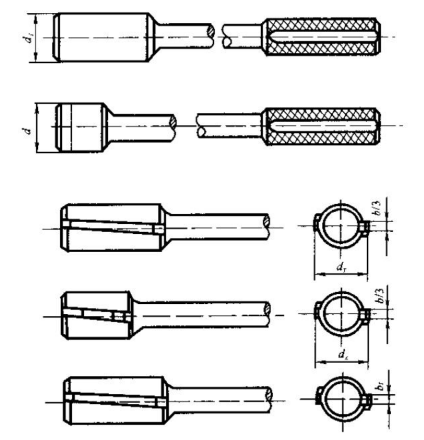
深孔檢測用量規(guī)
3.電感測徑儀
電感深孔測徑儀可測量深孔直徑、炮管陰線、陽線直徑。測量時先用標準環(huán)規(guī)調(diào)整儀器的
“零位”,然后測出孔徑與標準環(huán)規(guī)的差值。其優(yōu)點是:
(1)測量速度快,可直接讀數(shù);
(2)測量精度高,誤差為士0.005mm;
(3)應(yīng)用范圍廣,通用性好。如對437mm的孔,炮管電感測徑儀測量頭的測定范圍可達1.5mm(陽線直徑從36.92~38.50mm,陰線直徑為37.82~39.50mm),更換測頭部件,卸可擴大使用范圍。
(4)制造容易,價格低廉。
4.電子測徑儀
電子測徑儀如圖13.2所示。測量頭1上有4個電子檢測套3,其中2個分別用來測量炮膛陽線和陰線直徑:另外2個為一組用來測量同軸度。電子檢測套實質(zhì)上是線性可變差動變壓器,具有可動鐵芯。當測量頭從深孔中推過去時,內(nèi)徑直徑偏差使鐵芯產(chǎn)生位置變化,變壓器的二次線圈的電壓振幅又與鐵芯位置成線性變化,此電壓信號通過連接桿4中的電纜,分別傳送到3個數(shù)字放大器9予以放大,由掃描裝置根據(jù)一個按鈕指令從3個放大器選擇信號,并每次傳送1個信號到數(shù)字電壓表6,將測量數(shù)值直接顯示出來,然后將信號再送到數(shù)字記錄器7,由打印機將數(shù)值打出。8是記錄器的控制部分.2是同軸度調(diào)整檢驗塊,5是直徑調(diào)整檢驗塊.它們在安裝和調(diào)整時使用。
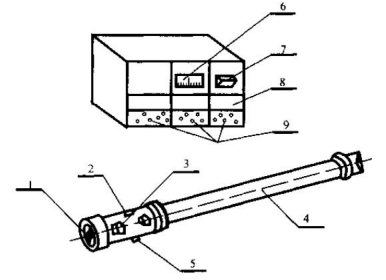
電子測徑儀
這種電子測徑儀的優(yōu)點是:安裝調(diào)整比較容易,可直接讀出檢測數(shù)值,并能將檢測數(shù)值記錄下來,檢測效率高,可靠性也好,測量精度可達0.003mm,重復(fù)性精度和分辨能力高于氣動量儀。
5.氣動量儀
氣動測量是將被測孔徑尺寸的變化轉(zhuǎn)化成氣體流動壓力的變化或流量的變化。其種類有低壓水柱式氣動量儀、浮標式氣動量儀、薄膜式氣動量儀、水銀柱差壓式氣動量儀及帶差動測頭的波紋管氣動量儀等。
氣動量儀的優(yōu)點是:
(1)可進行非接觸測量,測量力特別小,對易變形薄壁零件的測量有利;
(2)可以測量1.5mm以下的孔徑;
(3)可利用氣動方程進行被測尺寸和、差、算術(shù)平均值的計算;
(4)量儀結(jié)構(gòu)簡單,對環(huán)境要求低;
(5)測量精度高達士(0.3~1)μ1a;
(6)可實現(xiàn)自動檢測,但尚須改善其動態(tài)特性,擴大示值范圍及測量氣隙。
本文詳細介紹了深孔尺寸精度檢測的6種方法,尺寸精度檢測只是孔精度檢測的一個維度,下文我們繼續(xù)介紹深孔直線度的誤差分析方法。

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk